
جدول تاج گذاری اطمینان از دقت خم شدن بالا در فشار مطبوعات
برای تضمین نتایج دقیق و تکرارپذیز، ضروری است که جبران انحرافی که ذاتا در پرتو (RAM) و جدول ترمز مطبوعات هنگام بار اعمال می شود، باشد. بدون جبران انحراف، احتمال دارد که یک قطعه کار تغییر شکل در مرکز خود، زمانی که آن را در طول طول کامل ترمز مطبوعات خم شده است. این به خصوص برای ترمزهای مطبوعاتی 8 فوت یا بیشتر، 80 وات یا بیشتر و هنگام خم شدن قطعات طولانی یا بزرگ، اما همچنین می تواند در هنگام تشکیل قطعات کوچکتر باشد. برای حفظ زاویه خم شدن در طول کامل قسمت، ترمز مطبوعات نیاز به یک سیستم تاج و تخت، یا در پرتو، در جدول، و یا در هر دو.
در این عصر از دسته های کوتاه، قطعات پیچیده و سریع چرخش، تاج گذاری تضمین بهره وری، دقت بخشی و تکرارپذیری. در برنامه های با تناوب بالا، تاج زدن می تواند خم های مستقیم را در مواد چالش برانگیز و مواد مقاوم در برابر کشش ایجاد کند.
مبانی تاج و تخت
اکثر ترمزهای مطبوعاتی مدرن از یک سیستم سروو هیدرولیکی استفاده می کنند که در آن یک سیستم حلقه بسته موقعیت شام را کنترل می کند. در هر انتهای پرتو، در زیر پیستونهای چپ و راست، یک سیستم اندازه گیری موقعیت، حرکت و دقت موقعیت پرتو را نظارت می کند. کنترل دستگاه این اطلاعات را پردازش می کند و از آن برای قرار دادن پرتو به دقت 0.01 میلی متر استفاده می کند. این کار با فعال کردن دریچه های سروو سمت چپ و راست در بالای هر پیستون هیدرولیک انجام می شود.
در طی یک چرخه خمشی، سیستم سروو هیدرولیکی تضمین می کند که پیستون در هر انتهای پرتو به موقعیت برنامه ریزی شده در کنترل ماشین متصل شده و موجب زاویه خمش درست می شود. از آنجایی که ترمزهای مطبوعاتی تحت بار تحت تاثیر قرار می گیرند، به خصوص در مرکز دستگاه بین پیستون ها، زاویه در مرکز ترمز مطب نسبت به زاویه زیر ترمز، بیشتر تکان می خورد. بدون مداخله، این انحراف زاویه خمش را در طول ترمز مطبوعات تغییر می دهد.
برای جبران کردن، ترمز فشار را می توان با یک سیستم تاج و تخت که باعث ایجاد نیروی مخالف، یا "منحنی"، برای جبران انحراف از پرتو و جدول مجهز شده است. سیستم تاج و تخت تضمین می کند که قوچ و میز در طول خم شدن موازی موازی باشند ( شکل 1 را ببینید).
Crowning از اواخر دهه 1970 و اوایل دهه 1980 استفاده شده است. تقاضا برای ترمزهای با فشار بالا، فولادهای مقاوم در برابر کشش بالا و نیاز به خم شدن طول های دیگر، نیاز به تاج گذاری را افزایش داده است، زیرا انحراف قاب ماشین در این برنامه ها بیشتر است.
قبل از اینکه تاج گذاری شود، تولیدکنندگان ترمز پرس می بایست منحنی را در جدول ترمز مطبوعات قرار دادند تا حدود 75 درصد انحراف ماشین را جبران کنند. سیستم های امروز پیشرفته تر هستند. با استفاده از سیستم های تاج گذاری برنامه ریزی شده، اپراتورها به ضخامت ورق، طول، باز شدن درب و داده های استحکام کششی مواد به کنترل وارد می شوند که به طور خودکار انحراف واقعی جدول و شیب را تعیین می کند و پیش بارگیری برای هر خم بدست می آید. با هم، سیستم هیدرولیک ترمز مطبوعات و تاج گذاری به یک زاویه خم دقیق با حداقل مداخله اپراتور به دست می آید.
انتخاب در جدول توجیهی خم کردن Pressbrake
Crowning معمولا در ترمزهای مطبوع 80 تن، 8 فوت یا بزرگتر از اندازه استفاده می شود. تاج زدن را می توان به ترمز فشار پایین تونس اعمال می شود، اما این بستگی به طول جدول ترمز مطبوعات و برنامه. طول فاصله بین ستون ها، بزرگتر انحراف دستگاه است. همچنین، بیشترین مقدار تونگا، بیشتر نیاز به جبران انحراف است. برای خم کردن مواد ضخیم و نازکی، یک سیستم تاج زدن توصیه می شود.
تاج گيري هيدروليك و تاج زدن چين به صورت مكانيكي CNC، دو نوع شايع ترين سيستمهاي تاجي هستند. یک سیستم تاج گلائی می تواند به عنوان یک افزودنی برای ترمز مطبوعات از طریق تولیدکننده ترمز مطبوعات یا تامین کننده ابزار تهیه شود. تاج گذاری هیدرولیک در دستگاه ساخته شده است. هزینه این سیستم ها قابل مقایسه است، بنابراین انتخاب بیشتر مسئله دقت، کارایی و کاربرد است.
تاج گذاری هیدرولیک فشار در سیلندرها در طول خم شدن فشار برای جبران انحراف ماشین اعمال می شود. اکثر این سیستم ها قادر به اعمال تاج در سراسر کل تخت ماشین نیستند. در عوض، مقدار انحراف که سیستم تاج گذاری را تنظیم می کند بستگی به محل سیلندر دارد. بعضی از سیستم های تزئینی هیدرولیک تنها از سیلندر مرکزی یا سیستم سه سیلندر استفاده می کنند و برخی از آنها تاج گذاری بیش از 60 درصد از بستر، اما نه طول کامل تخت.
شکل 1
اگر پرتو بالا و پایین در طول خم شدن موازی نباشد، زاویه خم در طول قطعه کار متفاوت خواهد بود.
سیلندرهای هیدرولیکی از همان خط هیدرولیکی استفاده می کنند. به عنوان یک نتیجه، هیچ سیلندر مجزا نمی تواند نیروی کامل تاج را اعمال کند؛ این نیرو بیش از همه سیلندرهای هیدرولیکی اعمال می شود، یعنی دو، سه یا 10.
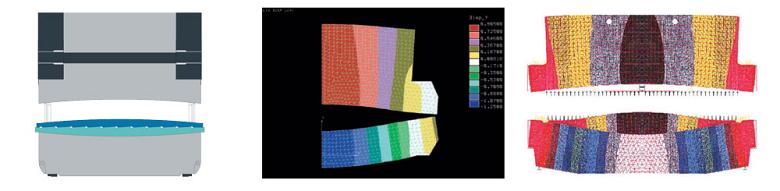
یک سیستم تاج گلائی شامل دو ردیف گوه در طول رختخواب است. یک ردیف ثابت است و دیگری متحرک است ( شکل 2 و 3 را ببینید ). گوه در وسط تخت شیب بیشتری نسبت به گوه های زیر پیستون دارد و زاویه شیب به سمت قوچ از وسط تخت کاهش می یابد.
هنگامی که فعال می شود، گوه حرکتی منحنی با نقطه بالا در مرکز تخت و نقاط کم در هر دو انتهای تخت در زیر پیستون ها ایجاد می کند تا منحنی اسپلین در جدول ایجاد شود. سیستم تاج و تخت، به طور خودکار کنترل می شود، انحراف تخت و پرتو را تحت نیروهای خمشی مختلف جبران می کند. در یک سیستم سبک گوه، جدول طراحی شده است تا بار خاصی را بپوشاند که بسته به تناژ مورد نیاز باشد. برخی از سیستم های تاج گذاری دقت برنامه نویسی ± 0.01 میلی متر و تکرارپذیری موقعیت ± 0.005 میلی متر را ارائه می دهند.
سیستم گوه برای طول کامل تخت تاج گذاری می شود زیرا به طور خاص برای این تخت کار می کند. همچنین می تواند جبران انحراف را برای تونات بالاتر و طول تخت کوتاهتر انجام دهد. تاج زدن می تواند تنظیم شود تا خم در هر موقعیت بر روی بستر. این تنظیم در زمان واقعی از طریق کنترل انجام می شود، بنابراین زمان تولید در فرآیند گم نخواهد شد.
در مقابل، یک سیستم جهانی گوه مخصوص ترمز مطبوعات نیست و از یک طراحی گوه استاندارد ساخته شده است. این می تواند توسط CNC کنترل شود و آن را برای انحراف حساب می کند، اما برای برنامه یا مواد آن خاص نیست. همچنین از یک پایگاه داده مرکزی برای اندازه گیری میزان اصلاح تغییرات استفاده نمی کند، بنابراین توانایی تاج گذاری آن محدود و پیچیده است.
یک سیستم تاج گذاری جهانی می تواند به ترمز مطبوعاتی موجود برای ارتقاء قابلیت های آن افزوده شود. همچنین می توان به تراز کم فشار ترمز مطبوعاتی که با تاج زدن آن ارائه نشده است، به کارکنان کنترل بیشتری بر روند خم شدن را می دهد.
یک سیستم تکمیل سیستم تاج و تخت می تواند مفید باشد و گاهی اوقات لازم است، به ویژه هنگامی که برنامه تغییر یا تکامل یابد. به عنوان مثال، اگر یک سازنده HVAC از تولید اجزای مسکونی حرکت می کند که می تواند به شکل موثر بدون تاج گذاری به ساختن اجزای سنگین تر برای واحدهای صنعتی بزرگتر شود، بخش جدیدی که نیاز به تاج گذاری دارد. سیستم تاج و تخت باعث افزایش کارایی می شود با حذف تعدادی از تنظیمات و تنظیمات برای تولید طول خم شدن طولانی تر.
غلط کردن چالش های شکل گیری برای جدول تسویه حساب فشار
با تضمین یک زاویه سازگار در طول خم، تاج و تخت همچنین عملیات راه اندازی را کاهش می دهد، ضایعات ضایعات را کاهش می دهد و نیاز به مداخله اپراتور و یا برای اپراتور ترمز مطبوعات با مهارت بالا را از بین می برد.
بدون سیستم تاج زدن، غلبه بر انحراف ماشین عملیات دستی با استفاده از shims و یا از طریق تنظیم قالبها است. محاسبه مقدار شامپو مورد نیاز می تواند یک فرایند وقت گیر باشد، اغلب یکی از آزمایش ها و خطاها، تولید ضایعات گران قیمت است. حتی اپراتورهای راه اندازی مجدد مقدار زیادی از ضایعات را در هنگام ساخت قطعات بر روی یک ماشین با تخت تاج گذاری دستی تنظیم می کنند.
یک سیستم تاج گذاری CNC این محاسبات را به صورت خودکار تولید می کند. همچنین سطح مهارت مورد نیاز برای استفاده از دستگاه را کاهش می دهد، در نتیجه افزایش بهره وری و بهره وری.
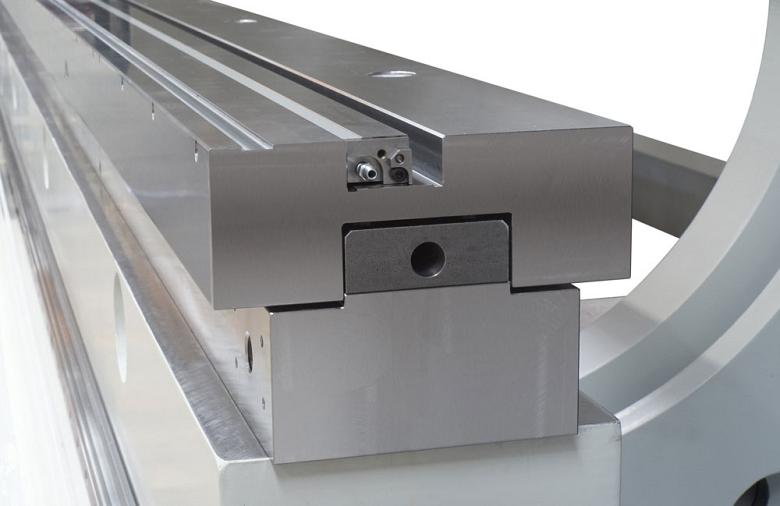
شکل 2
این سیستم تاج گوه سبک به طور خاص برای هر ترمز مطبوعاتی ساخته شده است. اجزای مربوطه ma هستند
با این وجود، هیچ سیستم تاج زدن می تواند مشکلات را با ابزارهای مختلف مانند پانچ و خم شدن ضعیف و لغزش نامتقارن قطعه کار جبران کند. ابزارهای غیرقابل جابجایی یا ناهمواری فرسوده قطعاتی با زاویههای متناقض را تشکیل میدهند. مشكلات ابزاري در بخشي از مسائل مربوط به زواياي غيرمتعارف در طول خط خمشي مسئول هستند.
ابزار دقیق زمین کمک می کند تا زاویه های خم دقیق را در طول طول خمش کامل نگه دارد. این میله دارای شعاع پیشرونده در هر دو طرف بازه V است، به طوری که مواد را می توان به صورت یکنواخت و با کشیدن کمتر جریان داد ( شکل 4 را ببینید).
برنامه های کاربردی با حجم بسیار بالا برای خم شدن فشار پرس بزرگ
یک سیستم تاج گذاری CNC برای انحراف متقارن ترمز مطبوعات را جبران می کند. هنگامی که خواص مواد در طول قسمت یکسان باشند، تاج پوشش استاندارد کافی است. اما هنگامی که خواص مواد متغیر و چالش برانگیز است، به ویژه با قطعات سنگین تر یا طولانی و مواد مقاوم در برابر کشش قوی مانند S1100، S1300، Hardox® و Armox® - یک سیستم تاج گذاری پیشرفته قابل برنامه ریزی که توسط CNC کنترل می شود، فراهم می کند جبران بیشتر برای انحراف دستگاه و در نهایت انعطاف پذیری بیشتر.
مواد با قدرت کششی قوی نیاز به نیروی بیشتری برای خم شدن دارند، دارای عقبگرد بیشتری هستند و بنابراین نیاز به تاج گذاری بیشتر دارند ( شکل 5 را ببینید). استفاده از مواد کششی بالا در حال افزایش است، به خصوص در برنامه های خم شدن بزرگ (12 فوت و یا بیشتر)، به عنوان تولید کنندگان به دنبال کاهش وزن محصول نهایی بدون به خطر انداختن یکپارچگی ساختاری.
Crowning حتی برای ترمزهای دوار، تریدم یا ترمز نیز بسیار مهم است که دو، سه یا چهار ترمز مطب را مطابق تراز مشابه یا غیرمستقیم در پیکربندی هماهنگ شده ترکیب می کند. این سیستم ها هر سیلندر ماشین را هر 5 میلی ثانیه یک بار همگام سازی می کند و به طور مداوم برای اطمینان از اینکه ثابت بودن خط مستقیم در دستگاه وجود دارد، بررسی می شود. بعضی از این ماشین ها یک نوع دیگری از سیستم تاج و تخت را دارند که دارای میز دوطرفه می باشد. این اساسا دو سیستم CNC تاج گذاری بر روی یکدیگر است که دارای مشخصات تقسیم نامتقارن اما تکمیلی است.





